Процесс изготовления гнутого профиля
Изготовление гнутого профиля представляет собой отдельный технологический процесс, состоящий в методичном изменении очертаний металлической заготовки (это лист из металла, имеющий толщину сечения 0,3-2 мм). Процесс осуществляется способом протаскивания сквозь ряд профилегибочных валов, размещенных один за другим. Два вала, находящиеся напротив друг друга (нижний и верхний), именуются клетью. Сбоку у клети установлены добавочные валы, которые выполняют функции поддержки.
Профилегибочные валки (так их называют мастера) сделаны из инструментальной стали, весьма прочной, с наличием поверхностного упрочнения (азотирование или закалка высокочастотными токами). Число валков на одном из валов колеблется в зависимости от разновидности и высоты нужного гофра. Также количество клетей выбирается с учетом нужной высотности ребер жесткости. Промышленность настоящего времени, может свободно осуществлять поставку листов профнастила, обладающих высотой гофра 8-110 мм, а также металлочерепицу и кабельные каналы с различной высотой. Количество установленных клетей зависит от того, насколько большим является ребро жесткости. Если попытаться сразу создать сечение гофры определённой высоты, то может произойти разрыв ресурса.

Ресурсами для изготовления гнутого профиля могут быть: сталь легированная, алюминий, медь, латунь, цинк, бронза. Ещё к ним относятся различные металлы и сплавы, с лакокрасочным и полимерным покрытием. На взгляд производителей, главной разновидностью являются технологические процедуры, в ходе которых изменяется форма пластикового листа. В большинстве случаев, гнутым профилем считают равнополочные и не равнополочные специальные уголки, а также швеллеры. К нему ещё относят С-образные, гофрированные корытные, листовые с гофро-трапециевидные, зетовые, специально предназначенные металлические товары для вагонного строения. Независимо от типа, технология изготовления одинакова.
Изготовление гнутого профиля начинается с разматывания портального, а также козлового рулона делается на отдельном оснащении (производится ручная загрузка, при помощи специального загрузочного агрегата или кран-балки). Потом, расправленный металлический лист направляется на валки правильного агрегата, валки предоставляют заготовке необходимое положение (случаются отклонения от продольной оси). Между правильным агрегатом и разматывателем образовывается компенсационное углубление для регулировки скорости размотки и обработки заготовки. От правильного агрегата, лист металла помещается в профилегибочный стан – там у него формируется необходимая форма сечения. Затем лист нужного очертания профиля отправляется в отрезное специальное устройство.

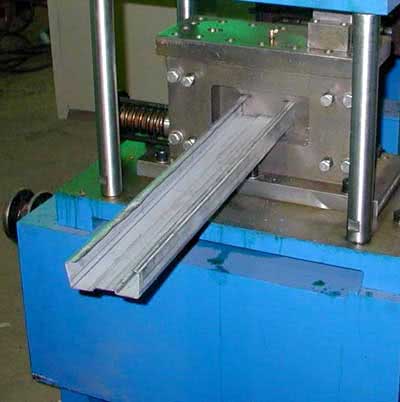
Отрезное специальное устройство способно иметь продольный, поперечный или продольно-поперечный раскрой. Это в том случае, если необходимо сделать изделие и заготовку одинаковой ширины (в основном 1,25—2,5 м). Устройства, предназначенные для поперечного раскроя, имеют вид гильотин с фигуристыми ножками (согласно очертаниям профиля). Продольный раскрой производится циркулярными пилами. Затем в технологическом процессе идет приемный стол или же система рольгангов (это столы с наличием подвижных направляющих и транспортных валов). Стол приемный представляет собой обычного типа стол, в котором столешница сделана в виде раскрывающихся вниз дверец. Завершающей фазой производства является прием, затем складирование (или штабелирование) сделанного профиля.
Данная фаза способна выполняться в режиме автоматики (к примеру, при помощи специализированных манипулирующих роботов) и вручную. Если взять во внимание, что автоматическая процедура весьма сложна и механизмы недостаточно аккуратны, то предполагается использование именно ручного труда. Даже притом, что всё производство автоматизировано, а руководство имеющимися станками производится с одного выносного пульта управления. Есть два вида производств гнутого профиля: ручное и автоматизированное. Ручное практикуется в мелкосерийном и штучном производстве (на строительной платформе для выработки элементов). Автоматизированное — применяют в массовом и крупносерийном производстве.


